

Ser frem til meldingen din
Vår fabrikk ble etablert i 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 ( frk. Jenny Chen )
Mobile/Whats app/Wechat: +86-18761594570 ( frk. Jenny Chen )
-
 E-mail: [email protected]
E-mail: [email protected]
POF Krympefilm: Egenskaper, applikasjoner og prosessering
Hva er POF varmekrympefilm og hvorfor har den blitt industristandarden?
POF varmekrympefilm — polyolefin varmekrympefilm — er en flerlags koekstrudert emballasjefilm produsert av polyetylen (PE) og polypropylen (PP) harpiks som krymper tett og jevnt rundt et produkt når det utsettes for varme, og skaper en passende, gjennomsiktig beskyttende innpakning. Det har blitt det dominerende varmekrympefilmmaterialet på tvers av mat, forbruksvarer, farmasøytisk og industriell emballasje, og har fortrengt PVC-krympefilmen som tidligere var markedsstandarden på grunn av dens overlegne klarhet, matsikkerhetsprofil, miljømessige legitimasjon og prosessytelse.
Skiftet fra PVC til POF er en av de viktigste materialerstatningene i emballasjehistorien. PVC-krympefilm frigjør saltsyregass ved oppvarming - et etsende biprodukt som skader varmetunnelutstyr over tid og stiller ventilasjonskrav i emballasjemiljøer. POF produserer ingen giftige forbrenningsbiprodukter, er godkjent for direkte matkontakt i henhold til FDA 21 CFR og EU-forordning 10/2011, og genererer betydelig lavere karbonutslipp per kilo produsert film. Globalt POF-krympefilmforbruk overstiger nå 600 000 tonn årlig , med Asia-Stillehavet som står for den største og raskest voksende andelen av etterspørselen.
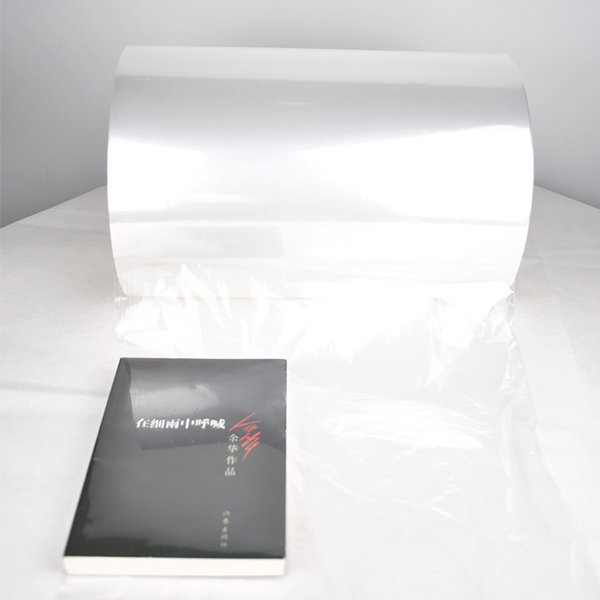
Materialets optiske klarhet – som vanligvis oppnår uklarhetsverdier under 2 % og glansnivåer over 90 GU – gjør det til den foretrukne filmen for detaljemballasjeapplikasjoner der produktsynlighet gjennom innpakningen er et kommersielt krav. Dens balanserte biaksiale krymping (omtrent like krympehastigheter i både maskin- og tverrretninger) gjør det mulig for den å tilpasse seg rent til uregelmessige produktformer uten forvrengning, rynker eller "hundeører" i hjørner som utfordrer mindre balanserte filmer.
Produksjonsprosess og filmstruktur
POF varmekrympefilm produseres ved en blåst film-koekstruderingsprosess der flere polymerlag ekstruderes samtidig gjennom en ringformet dyse, blåses opp til en boble og hurtig bråkjøles for å låse fast i en biaksialt orientert amorf struktur. Denne orienteringsprosessen – strekking av filmen i både maskinretning (MD) og tverrretning (TD) under bobleoppblåsing – er det som skaper krympeminnet som får filmen til å gå tilbake til sine opprinnelige ustrakte dimensjoner når den varmes opp igjen.
Lagarkitektur
Kommersielle POF-krympefilmer bruker vanligvis en tre- eller femlags co-ekstrudert struktur. De ytre hudlagene (vanligvis lineær polyetylen med lav tetthet eller metallocen PE) gir forsegling, optisk klarhet og overflateglidningsegenskaper. Kjernelaget (vanligvis polypropylen eller en PP/PE-blanding) gir stivhet, krympekraftgenerering og temperaturmotstand. I femlagsstrukturer binder ytterligere bindelag forskjellige polymersystemer sammen, noe som muliggjør bruk av kjerneharpikser med høyere ytelse som ikke vil feste seg direkte til hudlagene.
Metallocen-katalyserte polyolefinharpikser - brukt i premium POF-filmer - produserer smalere molekylvektsfordelinger enn konvensjonelle Ziegler-Natta-katalyserte harpikser, noe som resulterer i filmer med mer konsistent krympeadferd, lavere forseglingsinitieringstemperatur og forbedret klarhet. Disse ytelsesfordelene har en prispremie på 10–20 % i forhold til standard POF-filmer og foretrekkes i høyhastighets automatiserte pakkelinjer der prosesskonsistens og filmavfallsreduksjon rettferdiggjør ekstra materialkostnad.
Tverrbindingsteknologi
Tverrbundne POF-filmer gjennomgår bestråling (typisk elektronstråle- eller gammabestråling) etter ekstrudering for å danne kovalente bindinger mellom polymerkjeder, og skaper en tredimensjonal nettverksstruktur. Tverrbinding forbedrer krympefilmytelsen betydelig i krevende bruksområder: tverrbundne filmer viser høyere krympekraft ved ekvivalent krympetemperatur, bedre varmestyrke (motstand mot riving under krympeprosessen), og forbedret punkteringsmotstand sammenlignet med ikke-tverrbundne ekvivalenter med samme tykkelse. De er standardspesifikasjonen for tunge eller uregelmessige produkter - multipakninger med flasker, maskinvareprodukter og bedervelige matbunter - der ikke-tverrbundne filmer ville rives under krymping.

Nøkkelytelsesegenskaper og hvordan du evaluerer dem
POF varmekrympefilmytelse er preget av et spesifikt sett med målbare egenskaper. Å forstå hva hver eiendom betyr og hvordan den påvirker emballasjeresultatene gjør det mulig for kjøpere å spesifisere riktig film for deres bruk og vurdere konkurrerende produkter på et meningsfylt teknisk grunnlag.
Krympeforhold og Krympebalanse
Krympeforhold refererer til prosentvis reduksjon i filmdimensjoner når den varmes opp til en standard testtemperatur (typisk 120°C eller 150°C i henhold til ASTM D2732). Kommersielle POF-filmer oppnår vanligvis totale frikrympeverdier på 40–80 % i MD og TD kombinert. Krympebalanse – forholdet mellom MD og TD-krymping – er like viktig: en balansert film (omtrent 1:1 MD:TD-forhold) tilpasser seg jevnt til tredimensjonale produkter, mens en ubalansert film vil rynkes, tunneleres eller produsere hjørneforvrengning. Premium POF-filmer opprettholder krympebalansen innenfor et 10:9 til 9:10 MD:TD-forhold over hele rullens bredde.
Forseglingsstyrke og forseglingsvindu
POF-filmer forsegles på pakkemaskiner med L-bar eller sideforsegling ved bruk av oppvarmede forseglingstråder eller -stenger. Forseglingsstyrke – målt i N/25 mm i henhold til ASTM F88 – må være tilstrekkelig til å inneholde produktet gjennom krympetunnelen uten forseglingssvikt, og krever typisk minimum 4–8 N/25 mm avhengig av produktvekt. Forseglingsvinduet – temperaturområdet som filmen forsegler pålitelig uten å brenne gjennom eller unnlate å binde seg – bestemmer prosessrommet som er tilgjengelig for pakkemaskinoperatører. Bredere forseglingsvinduer (vanligvis 20–30 °C-område for premium POF versus 10–15 °C for standardkvaliteter) reduserer nedetiden for emballasjelinjen og filmavfall betraktelig forårsaket av tetningsfeil under svingninger i omgivelsestemperaturen.
Optiske egenskaper
Uklarhet (målt i henhold til ASTM D1003) og glans (målt i henhold til ASTM D2457) kvantifiserer optisk klarhet. Standard kommersielle POF-filmer oppnår uklarhet under 3 % og 60° glans over 85 GU; førsteklasses filmer av optisk kvalitet oppnår uklarhet under 1,5 % og glans over 95 GU. For detaljemballasjeapplikasjoner der hylletilstedeværelse er en kommersiell prioritet, er optisk ytelse et primært utvalgskriterium sammen med krympeegenskaper.
Punkterings- og rivemotstand
Punkteringsmotstand (ASTM D5748) og Elmendorf-rivemotstand (ASTM D1922) bestemmer filmens evne til å overleve kontakt med skarpe produktkanter under og etter krymping. For produkter med utstikkende hjørner, etiketter eller uregelmessige overflateegenskaper, setter disse egenskapene minimum akseptabel filmspesifikasjon. Tverrbundne POF-filmer oppnår vanligvis 30–50 % høyere punkteringsmotstand enn ikke-tverrbundne ekvivalenter av samme tykkelse, noe som ofte muliggjør nedmåling (ved bruk av tynnere film) samtidig som tilsvarende beskyttelsesytelse opprettholdes.
| Eiendom | Standard POF | Tverrbundet POF | Testmetode |
|---|---|---|---|
| Total fri krymping (120 °C) | 40–60 % | 50–80 % | ASTM D2732 |
| Haze | <3 % | <2 % | ASTM D1003 |
| Forseglingsstyrke | 4–6 N/25 mm | 6–10 N/25 mm | ASTM F88 |
| Punkteringsmotstand | Standard | 30–50 % i forhold til standard | ASTM D5748 |
| Typisk tykkelsesområde | 12–25 mikron | 15–30 mikron | ASTM D6988 |
| Samsvar med matkontakt | FDA / EU 10/2011 | FDA / EU 10/2011 | — |
Applikasjoner på tvers av industrisektorer
POF varmekrympefilm tjener en eksepsjonelt bred bruksbase, som er en av hovedårsakene til at den har blitt standard emballasjefilm i så mange bransjer. Kombinasjonen av mattrygghet, optisk klarhet og allsidighet i behandlingen gjør den egnet på tvers av produktkategorier som få andre fleksible emballasjematerialer kan brukes samtidig.
Mat og drikke
Matemballasje er det største sluttbrukssegmentet for POF-krympefilm globalt. Ferskvarebrett, kjøtt- og fjærfeporsjoner, bakevarer, multipakker med konfekt og buntemballasje på flasker er avhengige av POF-film. Den direkte matkontaktgodkjenningen under både FDA og EU-forskrifter, kombinert med filmens evne til å opprettholde en modifisert atmosfære rundt lett bedervelige produkter når den brukes med forseglede bunnbrett, gjør den uunnværlig i supermarkeds ferskvareavdelinger. Perforerte POF-varianter - med mikroperforeringer for å tillate gassutveksling - er standard for ferskvareapplikasjoner der etylenavgassing må håndteres.
Forbruksvarer og detaljhandel
Leker, kosmetikk, programvare, media og gavesett er avhengige av POF-krympepapir for å gi bevis for sabotasje, pakke sammen flere enheter og forbedre hyllepresentasjonen. Filmens optiske klarhet tillater full produktsynlighet uten å åpne pakken – et kritisk detaljkrav – mens dens tett tilpassede krympe skaper det profesjonelle, førsteklasses utseendet som merkevareeiere krever. POF er også standardfilmen for etikettpåføringer med krympehylser på flasker og beholdere, hvor en dekorativ hylse for hele kroppen krympes for å tilpasses kompleks flaskegeometri.
Farmasøytisk og helsevesen
Farmasøytisk emballasje bruker POF-krympefilm for manipulasjonssikker ompakking av blisterpakninger, kartonger og bunter med flere enheter. Reguleringskrav for farmasøytisk emballasje er blant de strengeste innen enhver sektor - filmer må oppfylle testingskravene for ekstraherbare og utvaskbare materialer, demonstrere batch-til-batch-konsistens av fysiske og kjemiske egenskaper, og leveres med full materialsporbarhetsdokumentasjon. POF-filmer av farmasøytisk kvalitet leveres vanligvis med Certificate of Analysis (CoA) data for hvert produksjonsparti , som dekker optiske, mekaniske og kjemiske egenskaper mot en validert spesifikasjon.
Industri og maskinvare
Industrielle POF-applikasjoner inkluderer buntpakking av rør, rør og profiler; innpakning av verktøy og maskinvare; og beskyttende innpakning av komponenter for transport. Disse applikasjonene krever vanligvis tyngre filmer (25–40 mikron) med høy punkteringsmotstand og sterk forseglingsintegritet i stedet for den optiske ytelsen som driver spesifikasjonene for forbrukervarer. Crosslinked POF er standardspesifikasjonen for uregelmessige eller tunge industrielle produkter der standardfilm vil rives under krymping.
Behandlingsutstyr og optimalisering
POF varmekrympefilm yter optimalt når den behandles på utstyr som er konfigurert for sine spesifikke termiske og mekaniske egenskaper. Det primære prosessutstyret består av en pakkemaskin og en krympetunnel – og samspillet mellom filmspesifikasjoner og utstyrsinnstillinger bestemmer den endelige pakkens kvalitet.
L-bar-forseglere (som samtidig forsegler og kutter filmen rundt produktet i et enkelt slag) er standarden for applikasjoner med lavt til middels volum; sideforseglede kontinuerlige bevegelsesmaskiner betjener høyhastighetslinjer som behandler 30–120 pakker per minutt. POFs lavere forseglingsinitieringstemperatur sammenlignet med PVC (typisk 110–130 °C mot 140–160 °C for PVC) tillater raskere forseglingssyklustider og reduserer energiforbruket per pakke på kompatibelt utstyr.
Krympetunnelkonfigurasjon – temperaturprofil, beltehastighet og luftstrømmønster – må tilpasses filmens krympekurve. POF-filmer krever generelt tunneltemperaturer på 130–180 °C avhengig av filmtykkelse og produktets termiske masse. Tvunget luft resirkulerende tunneler gir den mest jevne varmefordelingen for POF-behandling , og unngår den lokaliserte overopphetingen som kan forårsake brennhull i tynne filmer når tunneler som kun er infrarøde brukes uten tilstrekkelig luftstrømstyring.
Nøkkelbehandlingsoptimaliseringsparametere inkluderer oppholdstid i tunnelen (kontrollert av beltehastighet), temperatursoneinndeling (vanligvis tre til fem uavhengig kontrollerte soner fra inngang til utgang) og temperaturkalibrering av tetningstråd eller stang. Moderne emballasjelinjer inneholder lukkede sløyfe-temperaturkontrollsystemer som opprettholder tunnelforhold innenfor ±2°C fra settpunktet, noe som forbedrer pakkens konsistens betydelig sammenlignet med eldre åpne sløyfesystemer der faktisk tunneltemperatur kan variere med ±10°C eller mer under produksjon.
Bærekraftsprofil og Regulatory Outlook
POF varmekrympefilm har en relativt gunstig posisjon i bærekraftslandskapet til fleksibel emballasje, selv om den står overfor de samme slutt-of-life-utfordringene som alle polyolefin-fleksible filmer i markeder der fleksibel filminnsamling og resirkuleringsinfrastruktur fortsatt er begrenset.
Fra et karbonfotavtrykksperspektiv sammenligner POF seg gunstig med PVC (ingen klorkjemi, lavere prosessenergi) og med tyngre alternative emballasjematerialer (stive plastbakker, bølgepappkartonger) på en funksjonell enhetsbasis - massen av materiale som kreves for å oppnå tilsvarende produktbeskyttelse. Livssyklusvurderinger viser vanligvis at POF-krympeemballasje er blant de laveste karbon-intensitetsemballasjealternativene for produkter der full innpakningsdekning er nødvendig.
Resirkulerbarhet er fortsatt den viktigste bærekraftutfordringen. POF-filmer er teoretisk resirkulerbare innenfor den fleksible polyolefin-filmstrømmen, men krever i praksis innsamling gjennom dedikerte retur- eller lagringsprogrammer i stedet for resirkulering på fortauskanten, da de fleste kommunale sorteringssystemer ikke kan skille tynne fleksible filmer fra andre resirkulerbare. Flere ledende POF-filmprodusenter har introdusert mono-materiale helt PE-formuleringer som er kompatible med den vidt etablerte PE-filmresirkuleringsstrømmen – en betydelig utvikling for merker som ønsker å innrette seg med Ellen MacArthur Foundations globale forpliktelse for å eliminere problematisk emballasje innen 2025-målene.
EUs emballasje- og emballasjeavfallsforordning (PPWR), som forventes å pålegge minimumskrav til resirkulert innhold og resirkulerbarhet for all emballasje som selges i EU-markedet innen 2030, vil skape ytterligere press på POF-filmprodusenter for å demonstrere samsvar med resirkulerbarhet – et område der industrien investerer betydelig i reformuleringer av design-for-resirkulering og tredjeparts programmer for resirkulerbarhetssertifisering.
Anbefalte produkter






Kontakt oss
Vil du vite mer?
- E-mail: [email protected]
- Phone: +86-18761594570 ( frk. Jenny Chen )
- WhatsApp: +86-18761594570
- Address : Nr. 58-2, Panlongshan Road, Shanguan Town, Jiangyin City, Jiangsu-provinsen, Kina
Produktkategorier
Følg oss
Opphavsrett © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 POF krympefilmprodusenter
POF krympefilmprodusenter